👨🏼💻 What is computer numerical control or CNC?
A CNC is an electronic system that controls all the movements of a machine tool.
Surely you are familiar with the acronym CNC, Computer Numerical Control, or what is the same, a computer that controls numbers. Doesn’t that sound better?
And… what numbers do you control?
The numerical control is in charge of the position of the X and Z coordinate axes of any machine tool. X Y Z and all axes in general, although these three are the most common in a numerical control milling machine.

It also controls the speed at which the spindles move, the degrees of inclination of heads and bedplates, the oil levels and the rotational revolutions of tools or heads.
It could be said that a numerical control is in charge of all the moving parts of a milling machine, a lathe or a machine tool to which the CNC is installed.
✅ The numeric control
The numerical control is an automatic machine control system. An alphanumeric code is entered into the numerical control to communicate the movements from the console to the machine tool.
The main purpose of a numerical control is to control the path of a tool in a machine. The most well-known numerical control machines are the milling machine and the lathe.
Numerical control started out being known by the acronym NC. The second C, computerized, was added years later. Modern computerized numerical controls (those manufactured in the last 30 years) have a microprocessor that allows programs to be stored in its memory and edited.
✅ What is a numerical control used for?
The numerical control is used to automate processes on machine tools.
Thanks to a screen with pushbutton panel you can give the CNC the orders you want. No more levers and handwheels on the milling machine and lathe. Now, by means of a programming code you can have control of all axes and spindles.
The tools on a lathe move along 2 axes; the X and Z axes. Those of a milling machine along the X, Y and Z axes.
There are also milling machines with 5 axes. These machines have two axes added to the spindle or to the bedplate and thus can perform highly complex work.
From 5 axes upwards, you can use your imagination: C-axis lathes that emulate some milling machine jobs, milling machines with lathe heads, lathes with two heads and a milling machine bed… The latter are called multi-axes and, as you can imagine, all these axes are controlled by a numerical control.
I think you can already get an idea of what a numerical control is for, but which machines can have a numerical control incorporated?
Shall we make a list?
✅ Types of Numerical Control
Numerical control machines have their main field of application in chip removal machining, but they can also be found in other types of machine tools.
Let’s make a short list of the machines to which a numerical control can be installed:
- Lathe
- Milling machine
- Machining centers (milling machines or lathes with 5 axes or more)
- Grinding machines
- Wood milling machines (router type)
- Laser cutting numerical controls are also router type
- Electroerosion
- Robot arms
- 3D printers
As you can see, the list is long and I am sure I am leaving out many machines that can be programmed by a numerical control.
Numerical controls can be classified mainly in two ways.
By how their axes move or by the position control system.
➔ Sorting by displacements
If we classify them by their displacements we can find three subgroups:
- Point-to-point numerical control
- Paraxial numerical control
- Continuous numerical control
Point-to-point numerical contro
In point-to-point numerical controls, the tool moves as fast as possible to the programmed point. Once at the specific point, it starts machining.
The rapid traverse will be as short as possible and has no control by the operator.
An example of a point-to-point numerical control would be a drilling machine or a spot welding machine.
Paraxial numerical control
In paraxial numerical controls the tool does machine while moving but only parallel to the axes.
In other words, it machines in the X axis or in the Y axis but not in both at the same time.
As you can imagine these machines are old and are in disuse nowadays. If you come across any of them, their use is limited to planing or squaring parts.
Continuous numerical control
The continuous numerical control is capable of generating straight and curved machining paths.
These controls are capable of moving two axes at a time, or as many as needed to machine any given part.
Circular or diagonal paths are controlled by the interpolator. The interpolator calculates the feed rates so that the paths are correct in several axes at once.
As you can imagine, today’s new controls are of this type.
➔ Classification by position control
If we classify the numerical controls by their position control we can find two very different systems:
- Open loop systems
- Closed loop system
Open loop systems
With this system we don’t control the correct positioning of the tool.
This can lead to errors that you will not discover until you have performed a subsequent product verification.
They are fairly inexpensive machines, with fairly simple stepper motors and low power.
Very useful for point-to-point numerical controls since the machining is not very demanding and does not require great mechanical efforts.
Closed loop system
With this system we always control the correct position of the tool.
This numerical control incorporates position sensors that constantly report the actual position of the tool.
The control compares at all times the actual position with the programmed position, so it can constantly make small corrections to ensure a correct path.
This is done on all axes of the numerical control machine thanks to a position sensor and a tacho-dynamo for speed control.
Let us now see the types of programming that we will find in a numerical control.
✅ The numerical control machine and its programming
The programming of the numerical control machine is done through the console and the button panel that you will find on the front of any machine.
There are many types of programming, as each manufacturer has implemented its own style.
However, I can help you by grouping the types of programming into two very different ones:
- ISO programming
- Conversational programming
You could say that ISO programming is the basis of all programming. It is mainly based on G functions, which are in charge of giving very specific commands to the machine. Commands such as turn or go straight, make a tangent or round an edge are some examples of a list that is getting longer every year.
Conversational programming is more visual. The numerical control will ask you what you want it to do at any given moment and the options it shows you will depend on what you have previously done. In this way you will have a «conversation» with the machine. This way of programming, much more modern than the previous one, makes it much easier to program a numerical control and allows you to create much more complex parts.
✅ Parts of a numerical control
See the electronic and mechanical parts of a numerical control:
➔ The C.P.U.
The C.P.U. is the Central Processing Unit and houses the microprocessor.
It is the base of the system, the brain of the CNC, if we compare it to a living being.
The power of the C.P.U. will make the difference in many aspects. If, for example, we want to use CAD-CAM techniques or high-speed machining, more power will be needed than if we program on the machine to program simple plans.
The latest generation C.P.U.’s are very similar to the computers you may have at home. The most modern CNCs incorporate operating systems and large capacity hard disks.
The C.P.U. of the numerical control is used to:
- Calculate the current position of the axes and the displacements
- Control the different CNC positioning modes
- Manage the signal traffic between the CPU and the PLC
- Control the signals to (and from) the peripherals
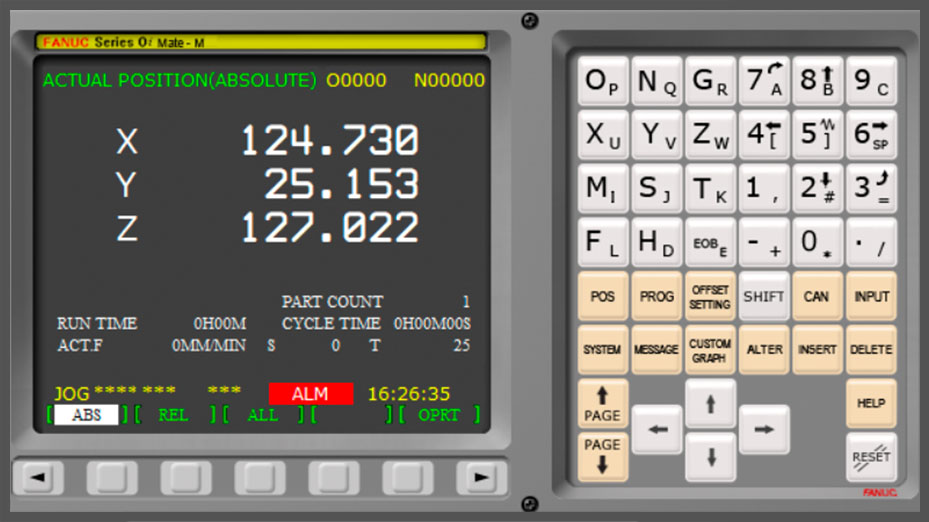
➔ Control panel and keypad
The control panel is the most visible part of the numerical control.
A display surrounded by buttons, keys and potentiometers that can make a conventional turner-milling machine dizzy.

In addition to being very attractive, the panels change according to the manufacturer, the model or the type of machine on which they are installed.
➔ Output peripherals
The three main output peripherals are:
1 – RS-232 or similar ports. These connections are used for both the output and the input of data coming from a pc.
2 – The monitor or screen of which we have already spoken in the previous point.
3 – The motion controllers and other mobile devices of the machine.

➔ The PLC
All the information that the CPU processes and generates an output information goes directly to the PLC.
The PLC or programmable logic controller has its own programming language. The operator must program the PLC to perform the correct functions at all times.
The PLC replaces the relays, counters, timers and other electronic devices frequently used to send the appropriate information from the PLC to the motors of the machine.
➔ The actuators
Actuators are responsible for the movements of the machine.
They are usually electromechanical and consist of the motor and transmissions such as gears, clutches and spindles.
We can clearly differentiate 5 different types of actuators:
- Direct current (DC) motors
- Alternating current (AC) motors
- Stepper motors
- Linear motors
- Pneumatic or hydraulic drives
➔ Position sensors
Position sensors are responsible for detecting a mechanical movement and transforming it into an electrical impulse.
In other words, they generate an output signal proportional to the detected movement.
In this way the current position can be monitored and the information is constantly sent to the CPU. The CPU will contrast the information received with the theoretical data and thus make corrections if deemed appropriate.
The sensors can be classified mainly in 3 types:
- Analog or digital sensors
- Absolute or incremental sensors
- Linear or rotary sensors